



架空线的压接方法
1 被连接部分的铝绞线或钢芯铝绞线(以下统称导线)必须平整完好,不得有断股、缺股、松股、折叠、锈蚀等缺陷。
2 不同金属、不同规格、不同绞制方向的导线,不得在同一耐张段内连接。
3 施爆前必须将被连接部分的导线调直,其长度不得小于500mm。导线外表必须用金属刷将氧化层、泥土和灰尘刷净,若有油垢,还必须用汽油擦洗干净(防腐型导线可不散股清洗)。
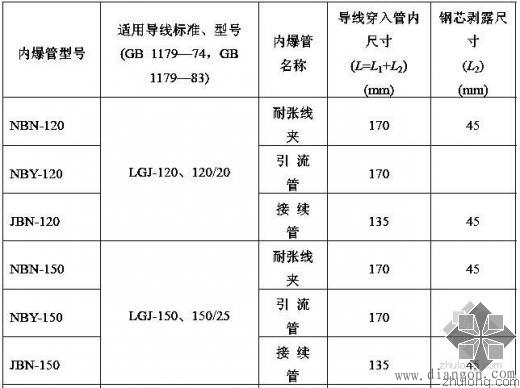
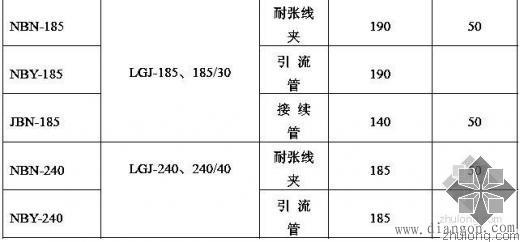
4 为防止穿线不到位,穿入管内的导线必须准确划印。划印前应实测管孔深度,以准确确定导线穿入管内尺寸。如实测尺寸小于下表数值时,应查明原因研究处理。
钢芯铝绞线划印尺寸如图所示。
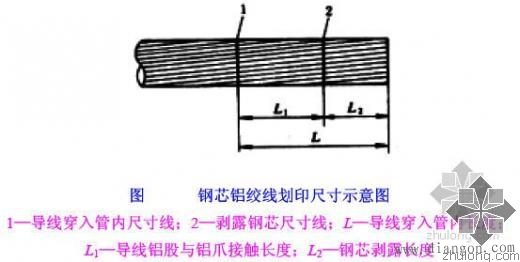
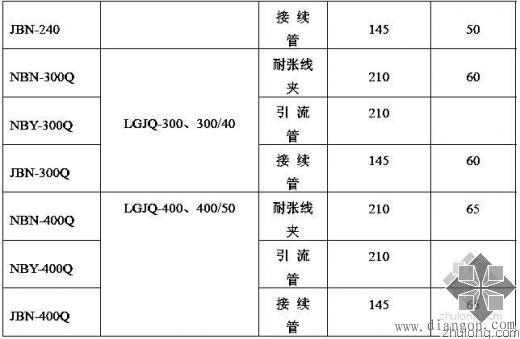
注:引流管无钢爪,钢芯不需剥露。
5 切断导线禁止使用大剪刀。剥露钢芯,宜用切割刀或钢锯进行,剥露前应在切割铝股的一侧用扎线扎牢。切面应与导线轴线垂直。切割时严禁伤及钢芯。切割后,铝股和钢芯端头毛剌应用锉刀锉除,钢芯应与钢爪等长。
6 将剥露的钢芯整理至近似原来形状,并在其端头用φ0.3mm 细金属丝扎牢。
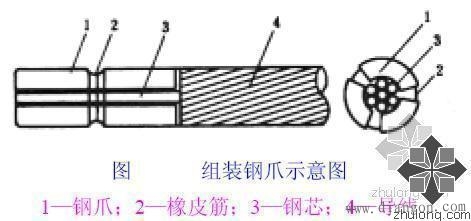
7 将钢爪套在剥露的钢芯上,钢爪外表有明显圆角的一端应位于钢芯端头侧,且三瓣钢爪必须沿钢芯外圆均匀分布,再用橡皮筋将钢爪绑固。钢爪顶端应与钢芯端头平齐,且钢芯端头扎线必须落入钢爪前端空槽内。
钢爪组装情况如下图所示。
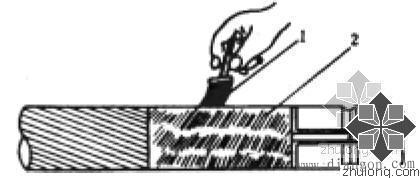
8 在刷洗干净的导线外表,均匀涂上一层导电脂。导电脂性能应符合中性、接触电阻小、流动温度不低于150℃、低温-40℃时不龟裂的要求。
涂刷导电脂如下图所示。
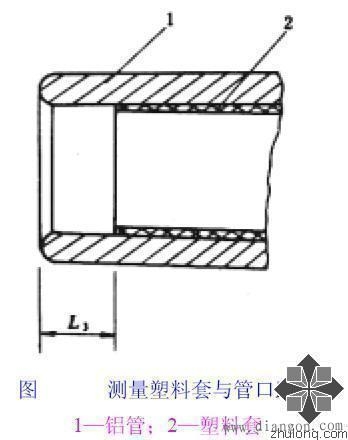
9 穿线前,用钢直尺准确测量塑料套与管口距离`L_3`(见下图),并做好记录。
10 将组装好钢爪并涂刷了导电脂的线头穿入管内,务使管口与导线上所作穿入管内尺寸线重合。否则,应查明原因。
11 在引信腔装药前,将引信引线端头的绝缘层刮掉,并用万能表或3V 干电池检查引信是否通路。如用干电池检查时(见下图),只要腔内电阻丝发红或冒烟即,并立即切断电源,切不可长期通电,以免烧断。
12 装药前,应认真核对药量和检查装药袋有无破损或封口不严,确认无误后,将其装满引信腔,再涂上一层薄薄的导电脂堵口,以防无烟药漏出,如下图所示。然,拧出内爆管引信孔内螺堵,将剩余无烟药用漏斗装入气缸内,如下图所示。
13 用专用螺丝刀将引信装置拧入引信孔内,并使其头部与气缸口平齐。
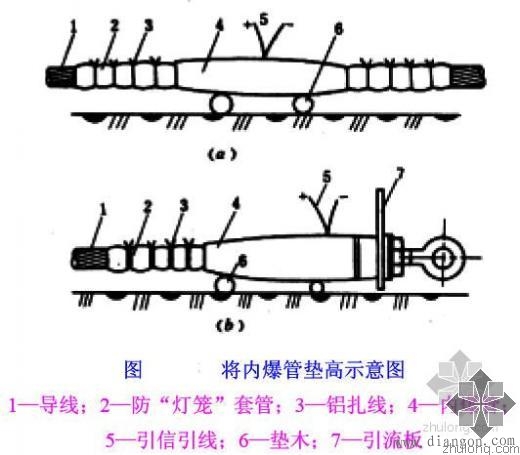
14 在紧靠管口的导线外表,组装适当长度的防“灯笼”套管(如为接续管,则管口两端导线均需各装一个轴向开口的橡皮管,其内径应小于导线外径,厚度应大于5mm,长度不小于300mm),并用铝扎线(直径不小于3mm)在防“灯笼”套管上紧扎4~5 道,道与道之间的距离应尽量符合下图要求。
15 在内爆管下面垫上木棒,但引信孔必须向上,如下图所示。
16 检查导线上标志与管口重合后,即可将引信装置的引线与电源线连通。如为耐张线夹,还必须将钢锚拧入缸底,并将紧固螺帽适当拧紧。
17 在确认上述工作完成,并得到工作负责人许可后,才能合上电源开关(电源电压不低于3V)进行起爆。
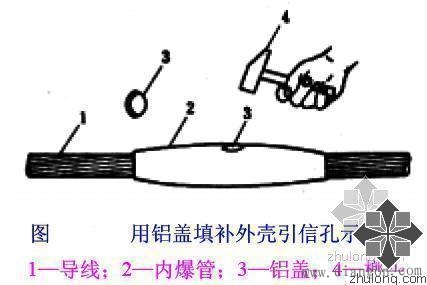
18 拆除防“灯笼”套管,确认符合质量要求后,在引信孔内涂上少量导电脂,再用小榔头将铝盖敲入引信孔,使其与外壳平齐,如下图所示。
19 耐张线夹的钢锚螺栓与气缸螺母均需涂以导电脂密封,并将钢锚螺帽拧紧。
20 内爆压接操作人员对爆压接头进行自检,合格后必须打上本人钢印代号并填好记录。
联系人:宋经理
手机:15837318800
电话:0373-3697778
河南胡杨科技有限公司

 贵公司的资质(工程施工、设计资质)如何?
贵公司的资质(工程施工、设计资质)如何?
 贵公司的资质(工程施工、设计资质)如何?
贵公司的资质(工程施工、设计资质)如何?
